设置登录密码
*密码
*确认密码
完善信息
*真实姓名
*公司名称
*您的职位
城市
*邮箱
*主营产品
*行业
企业类型
材质
功能







来源:南极熊3D打印|
发表时间:2024-03-14
点击:1549
导读:MBJ(金属粘结剂喷射成型)在批量生产方面有着巨大的优势,已经广泛应用于航空航天、医疗健康、电子设备等领域。那么生产级MBJ的打印速度到底多少算得上优秀?如何提高MBJ系统的打印速度呢?来自武汉易制科技的蔡道生对此发表了自己的见解。
易制科技(EasyMFG)成立于2013年12月,公司核心研发团队源于华中科技大学,深耕3D打印行业二十多年,曾获国家技术发明二等奖、湖北省科技进步一等奖及多项省部级奖励,主持和参与过多项国家“863”重大专项、国家重点研发计划、国家数控重大专项、国家支撑计划、湖北省重大科技创新项目等多项大型项目,依靠自身在SLS、SLM、SLA等多种主流3D打印相关技术等方面的沉淀和积累,自主开发"粘结剂喷射金属3D打印系统"、面向铸造行业的"砂型打印机"和"全彩色3D打印机",其中最新核心产品"粘结剂喷射金属3D打印系统MBJ"在国内最先开展商业应用。
一、MBJ技术介绍
Binder Jetting (BJ)的发明可以追溯到80年代末和90年代初,主要归功于麻省理工学院的两位教授(Emanuel Sachs和Michael Cima)。起初,这项技术的专利名称叫做“Three-dimensional Printing”,可能是因为粘合剂喷射的过程与普通家用喷墨打印机的过程极为相似,后来,人们更广泛地使用了ASTM标准所定制的名字——Binder Jetting。
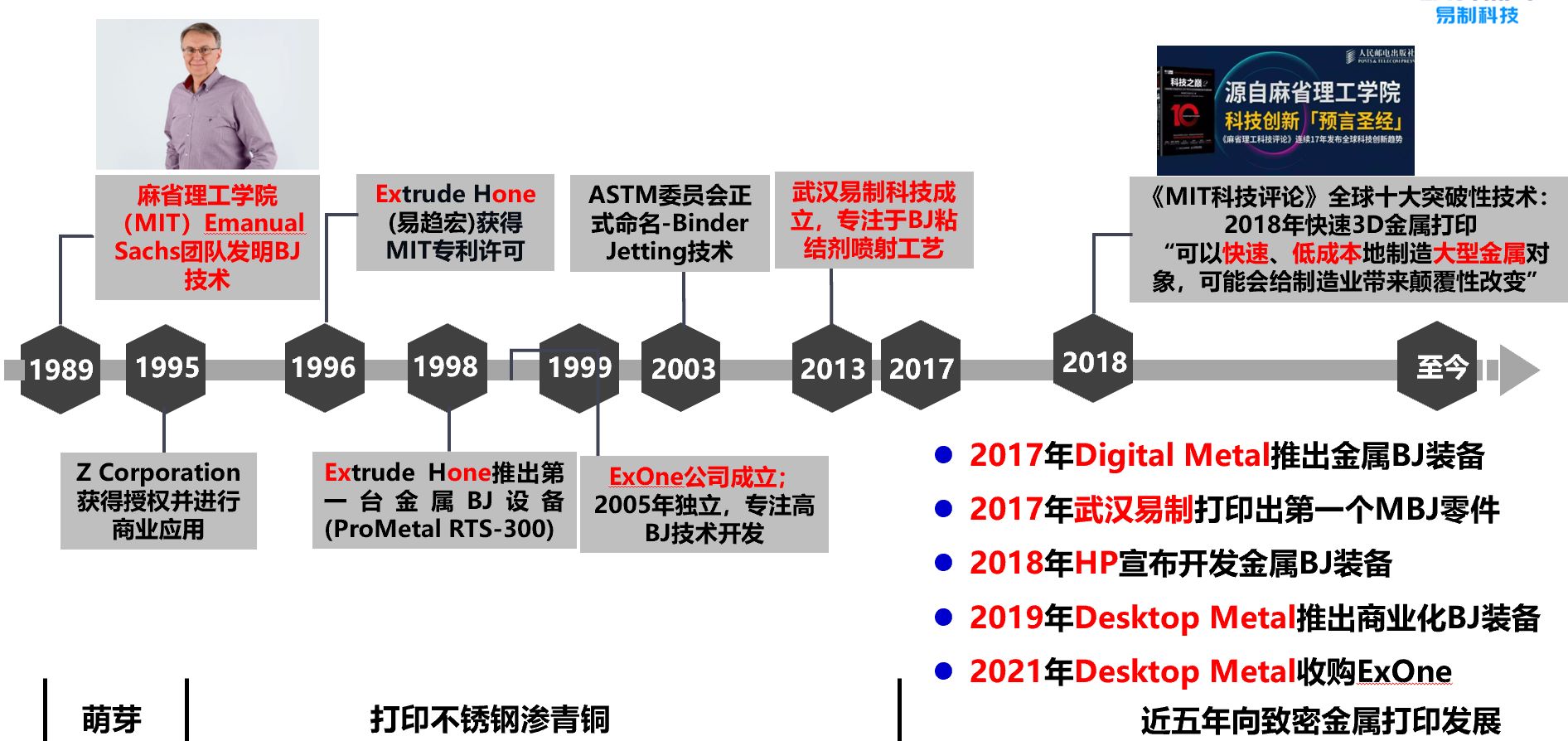
粘结剂喷射3D打印技术是面向批量经济型金属零件的打印应用市场而诞生的,与几乎所有其他金属3D打印工艺相比都是独一无二的,因为在3D打印过程中不会产生大量的热量,这使得高速打印成为可能,并避免了金属3D打印过程中的残余应力问题。由于其具有效率高、速度快、设备成本低、无需额外支撑等特点,在业界被普遍认为是真正可以大规模量产的一个技术路线,可进入社会化大制造,市场潜力达万亿美元级别。该技术正以不可思议的方式改变业界对这项技术先入为主的认知,《MIT科技评论》把该技术评为2018年全球十大突破性技术,评价其意义在于“可以快速、低成本地制造大型金属对象,可能会给制造业带来颠覆性改变”。蔡道生表示,总体而言,金属BJ技术近年才引起关注,技术成熟度还在不断提升。

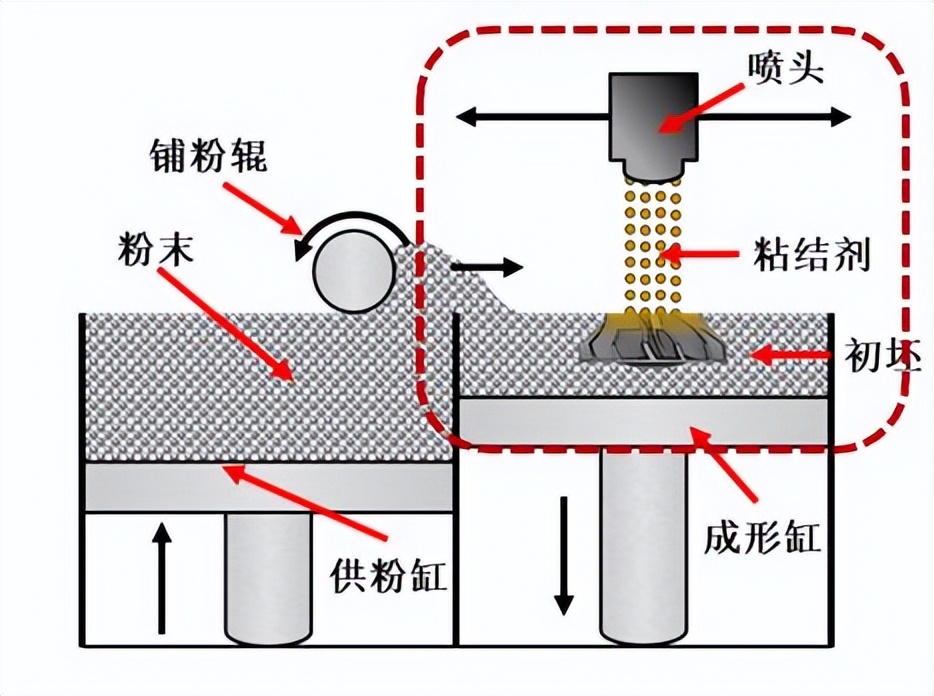
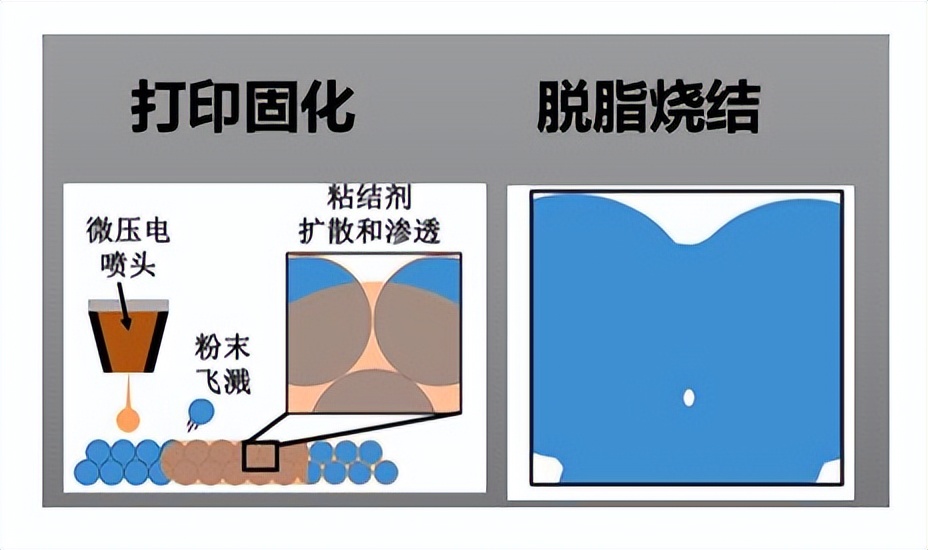
成型原理:BJ技术使用喷墨打印头将粘合剂喷到粉末中,从而将一层粉末在选择的区域内粘合。每一层粉末又会同之前的粉层通过粘合剂的渗透结合为一体,如此层层叠加制造出三维结构的物体。这项技术适用于高分子材料、金属和陶瓷材料的制造。当用于金属和陶瓷材料时,原型件需要通过高温烧结将粘合剂去除,以获得有一定密度和强度的成品。
技术优势:
●线成形效率高
●无热源成型应力小,可以实现无支撑堆叠打印
●成型-致密化过程分离,可实现批量生产
●成本低,以钛合金为例,BJ的成本比SLM的成本低70%。
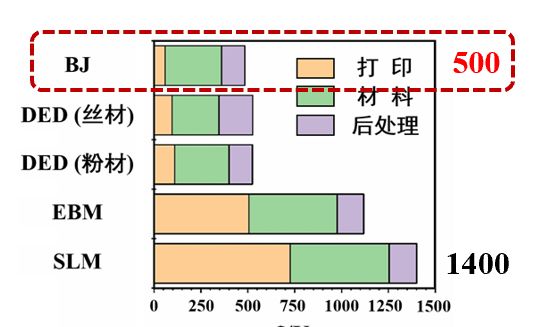
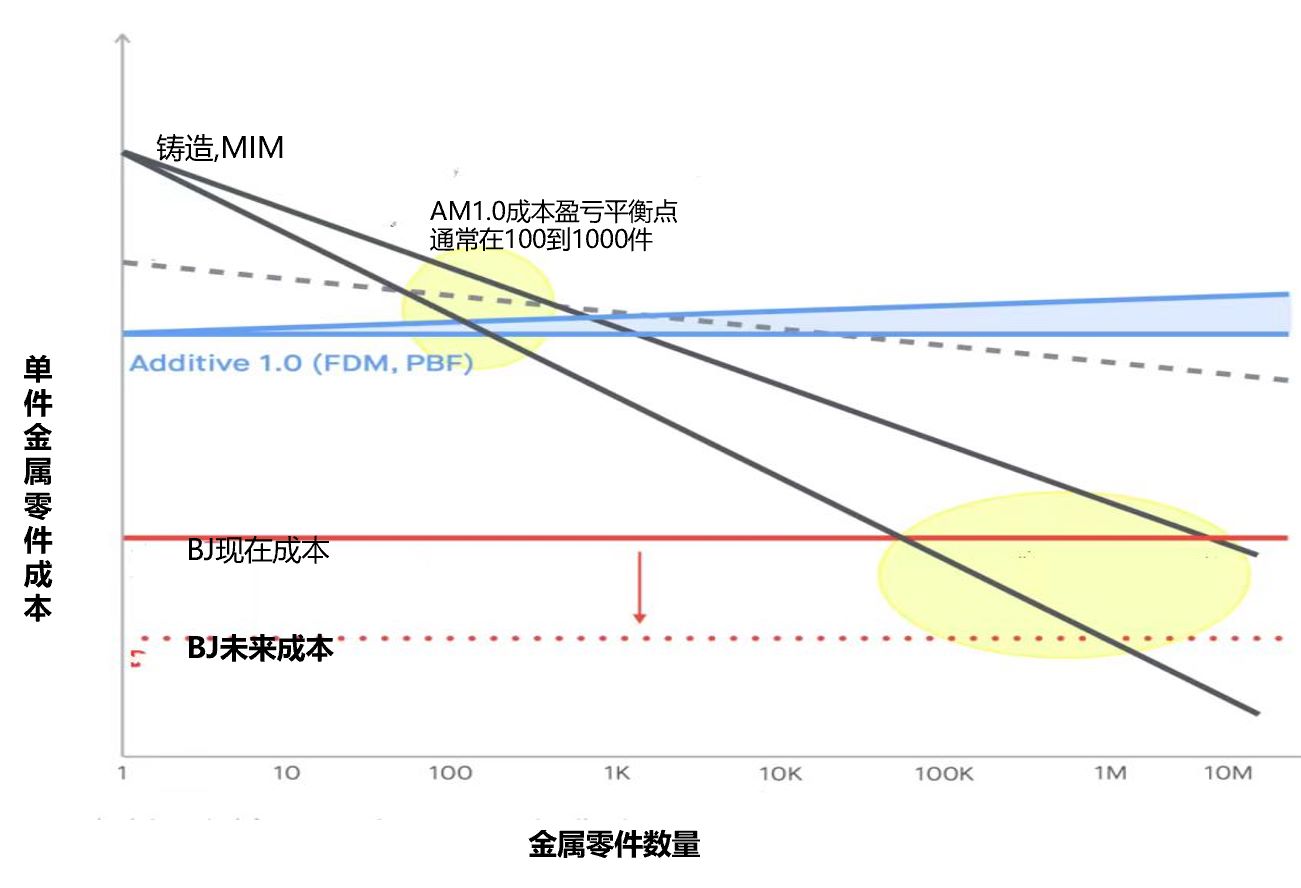
△BJ与其他传统工艺在批量生产方面的对比
如上图所示,是BJ与其他传统工艺在批量生产方面的对比。AM1.0技术(如FDM、PBF)的成本盈亏平衡点通常在100到1000件,适合小批量的生产制造。从图上不难看出,相比于其他AM技术,BJ很适合大批量生产,其成本很低,但在批量生产达到100K后,相比于传统制造(铸造、MIM),其成本优势逐步降低,这主要是因为其打印速度的限制,那么生产级MBJ的打印速度到底多少算得上优秀?
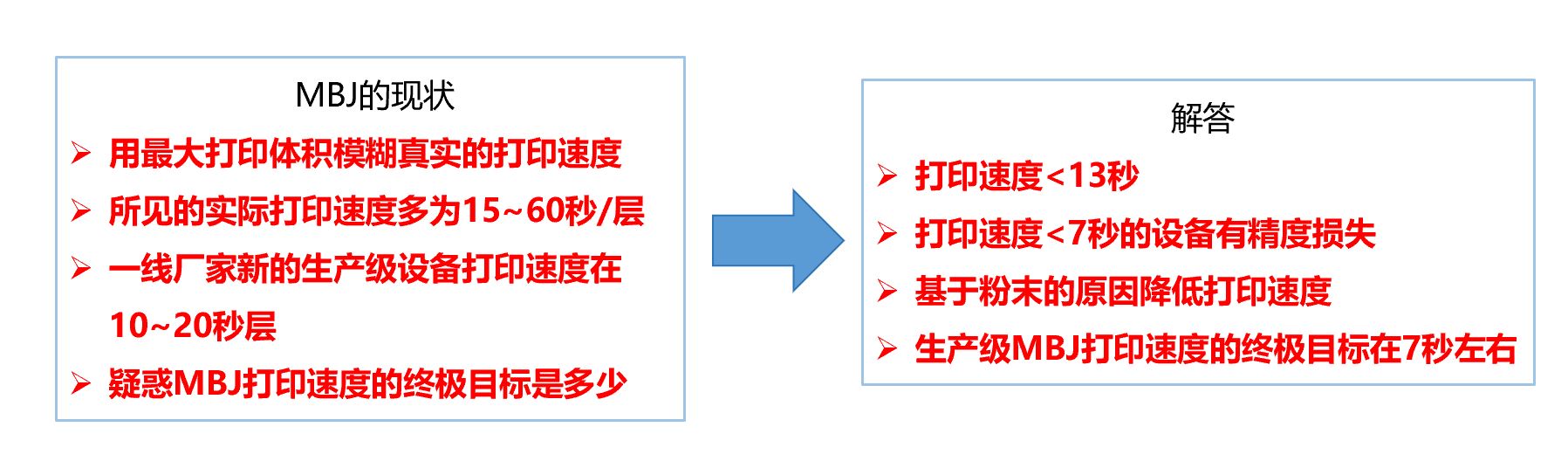
蔡道生表示,目前很多厂商在介绍MBJ技术时,用“最大打印体积”模糊“真实打印速度”。所见的实际速度大多在15~60秒/层,一线厂商的生产极设备打印速度在10~20秒/层。整体速度还是偏低,如果想要再降低生产级BJ的成本,打印速度要小于13秒,终极目标应该在7秒左右。
二、打印速度的影响因素
MBJ打印过程由以下几个方面组成:
1.软件:切片 RIP
2.铺粉
3.打印:喷墨速度 渗透速度
4.单层打印次数
蔡道生表示,真正限制MBJ打印速度的影响因素主要是铺粉和墨水的渗透,其他环节应该与舖粉和渗透限制的最大时间相匹配,机械运动要达到几乎等待无间隙的!铺粉需要具有压实功能,少产生扬尘,与粉末流动性息息相关;渗透速度要提高,但过高的渗透效果会影响精度。
具体而言的改进方向:
1.机械运动:
●为提高铺粉致密度(>55%),铺粉机构需要具备压实功能,采用铺粉辊来压实是最常规的手段。
●一个长度400mm的工作缸,铺粉机构的最短运行长度为700mm左右,目前来看100mm/s的铺粉速度可以保证较好的铺粉致密度和较少的扬尘。
●最理想的效果是打印时间等于铺粉时间。
2.打印喷头配置方面:
●主流压电喷头的物理分辨率为600NPI。
●单排喷头实现1200DPI打印需要两次(往复运动一次)。
●打印与铺粉并行工作。
●对于高速打印,打印与铺粉同向是最佳方式,可以保证耗时虽短。
●铺粉机构铺完粉之后返回的空行程运动时间对于单次打印时间。约2~3秒。
●要做到最高速度打印,打印时间等于铺粉时间时,需配备双排喷头保证1200DPI分辨率,同时铺粉机构需要保证双向铺粉,此时复杂度和成本急剧增加。
3.其他方面:
●软件整体需要保证数据处理时间小于铺粉时间。
●切片软件需要保证在线切片时间小于3秒,过于复杂的文件可以采用离线切片。
●对于400mm长宽的打印面积,打印数据处理时间需要在5秒以内完成。这一点其实很难,需要在算法和数据格式方面着手解决。
●墨水渗透需要在合适的程度,渗透性差的墨水在短时高速打印时会推粉和粘铺粉辊,过高的渗透率会影响精度,又需要从精细控制墨量方面解决,涉及到RIP和喷头墨滴控制,这就是采用BJ技术做砂型和金属打印的不同之处和难点。
●其他如喷头擦拭等辅助动作都需要在铺粉过程中并行工作同步完成。对于高速打印,打印与铺粉同向是最佳方式,可以保证耗时最短。
三、推荐方案介绍

△集成方案
EASYMFG金属机产品系列

△M550Max
M550Max:专为处理中到大型零部件的生产而设计,具有无与伦比的精度和效率。

△M400Pro
M400Pro该机型提供快速可靠的打印能力,为中小尺寸零件快速生产而设计。

△M150Inno
M150Inno: 作为粘结剂喷射金属3D打印机的入门级模型,M150Inno专为满足大学和研究机构在材料探索、工艺创新等相关领域的研发需求而设计。
|
设备型号 |
M550Max |
M400Pro |
M150Inno |
|
成型空间(mm) |
L550×W370×H200 |
L400×W220×H200 |
L150xW70xH70 |
|
制件精度 |
±0.05mm |
||
|
打印速度 |
10-15S/层 |
||
|
成型层厚(mm) |
0.03-0.1 可调 |
||
|
送粉方式 |
筛分压实上送粉,兼容各种形貌粉末 |
||
|
密封性 |
密闭结构,可通惰性气体 |
||
|
打印方式 |
One pass打印,铺粉打印并行工作,效率高 |
||
|
工作缸固定方式 |
工作缸可更换 |
||
|
喷头数量 |
压电式喷头,喷头宽度等于工作缸的宽度 |
||
|
分辨率 |
喷头NPI:600; 打印分辨率:1200 |
||
|
软件支持格式 |
STL、3MF |
||
|
电源要求 |
单相,220V,10A,50HZ |
||
|
成型材料 |
钛合金、铁基粉末、铜粉、不锈钢粉等 |
||

“本文由新材料在线®平台入驻媒体号南极熊3D打印提供,观点仅代表作者本人,不代表本网站及新材料在线®立场,本站不对文章内容真实性、准确性等负责,尤其不对文中产品有关功能性、效果等提供担保。本站提醒读者,文章仅供学习参考,不构成任何投资及应用建议。如需转载,请联系原作者。如涉及作品内容、版权和其它问题,请与我们联系,我们将在第一时间处理!本站拥有对此声明的最终解释权。”